Underground Mine Water Pump Control Enclosure
Powering Underground Mining: The Role of Large-Scale Water Pumps
In the world of underground mining, efficient water management is crucial for maintaining safety, productivity, and environmental compliance. One of the key components in achieving this is the large-scale water pump. These powerful machines are designed to handle the rigorous demands of dewatering, cooling, and dust suppression in subterranean environments. Let’s explore the importance, functionality, and benefits of large-scale water pumps in underground mining applications.
The Importance of Water Management in Underground Mining
Underground mining operations face unique challenges related to water management. These include:
Flood Control: Groundwater infiltration and water from mining activities can lead to flooding, which poses significant safety risks and can halt operations.
Cooling: Deep underground mines can become extremely hot, making it necessary to circulate cool water to maintain a safe working environment.
Dust Suppression: Water is used to control dust generated during drilling and blasting, improving air quality and reducing health risks for workers.
Environmental Protection: Proper water management ensures that contaminated water does not enter surrounding ecosystems, helping mines comply with environmental regulations.
How Large-Scale Water Pumps Work
Large-scale water pumps in underground mining are designed to handle high volumes and pressures. Here’s a breakdown of how they operate:
Intake: Water is collected from various sources, including groundwater seepage, process water, and surface runoff.
Pumping Station: The collected water is directed to a pumping station, where large-scale pumps, often multi-stage centrifugal pumps, are installed.
Pumping: The pumps, powered by electric motors or diesel engines, move the water through pipelines to the surface or to designated storage areas.
Discharge: Water is discharged either for treatment, recycling, or safe disposal, ensuring that the mine remains dry and operational.
Key Features of Large-Scale Water Pumps
High Capacity: These pumps are designed to handle large volumes of water, often measured in thousands of gallons per minute (GPM).
Durability: Constructed with robust materials to withstand the harsh conditions of underground mining, including corrosion and abrasion.
Energy Efficiency: Modern pumps are engineered to be energy-efficient, reducing operational costs and environmental impact.
Automation and Monitoring: Advanced control systems allow for automated operation and real-time monitoring of pump performance, ensuring optimal efficiency and quick response to any issues.
Benefits of Using Large-Scale Water Pumps in Underground Mining
Enhanced Safety: Efficient dewatering prevents flooding, reducing the risk of accidents and ensuring a safe working environment.
Increased Productivity: By keeping the mine dry and controlling dust, pumps contribute to smoother, uninterrupted operations.
Cost Savings: Effective water management reduces maintenance costs, extends the lifespan of equipment, and minimizes downtime.
Environmental Compliance: Properly managed water helps mining operations meet environmental regulations, avoiding fines and protecting local ecosystems.
Applications of Large-Scale Water Pumps in Mining
Dewatering: The primary application, where pumps remove groundwater and process water to keep the mine dry.
Cooling Systems: Circulating cool water to regulate temperatures in deep mines.
Slurry Transport: Moving mixtures of water and mined materials for processing.
Fire Suppression: Providing water for emergency fire suppression systems within the mine.
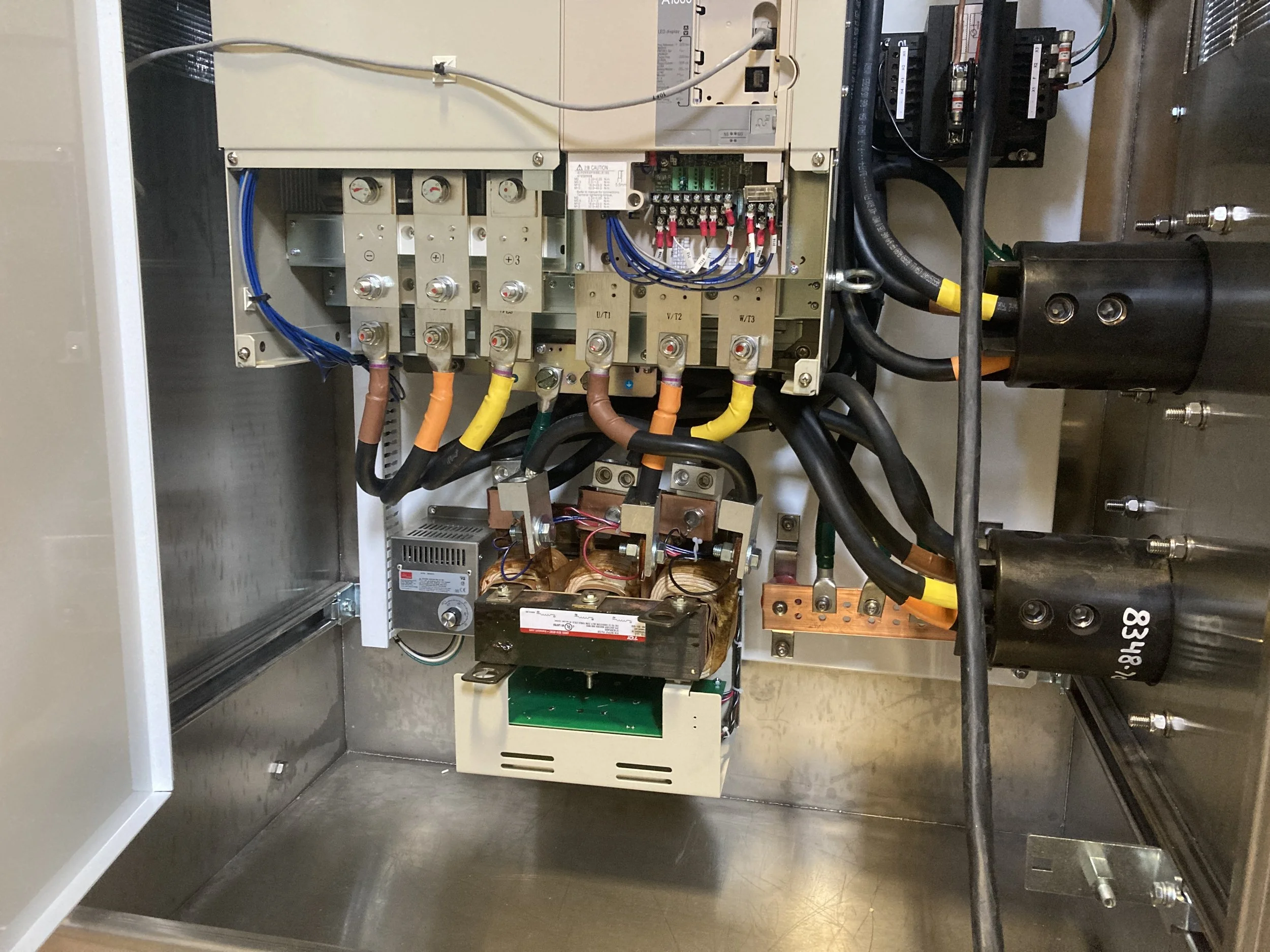
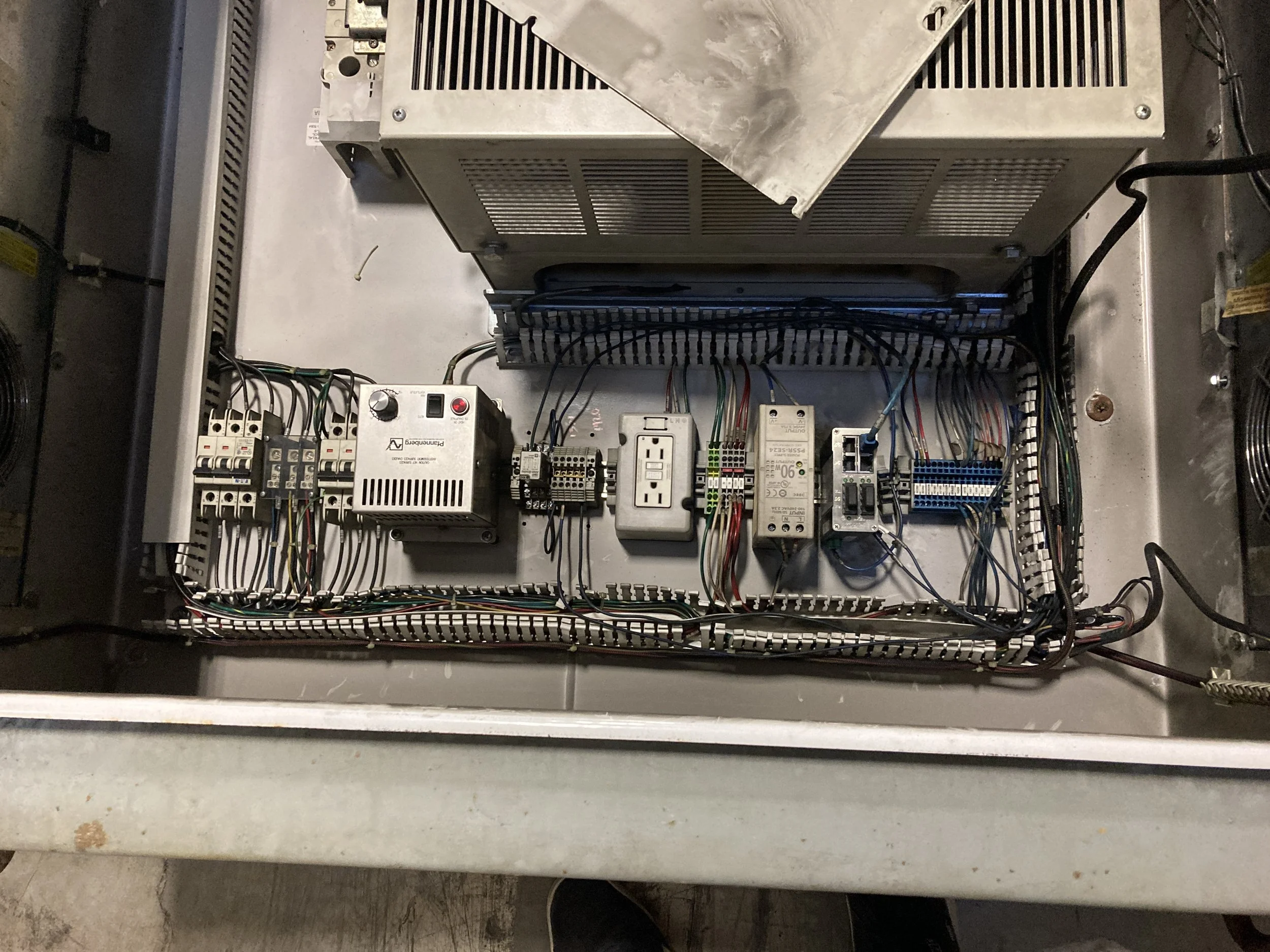
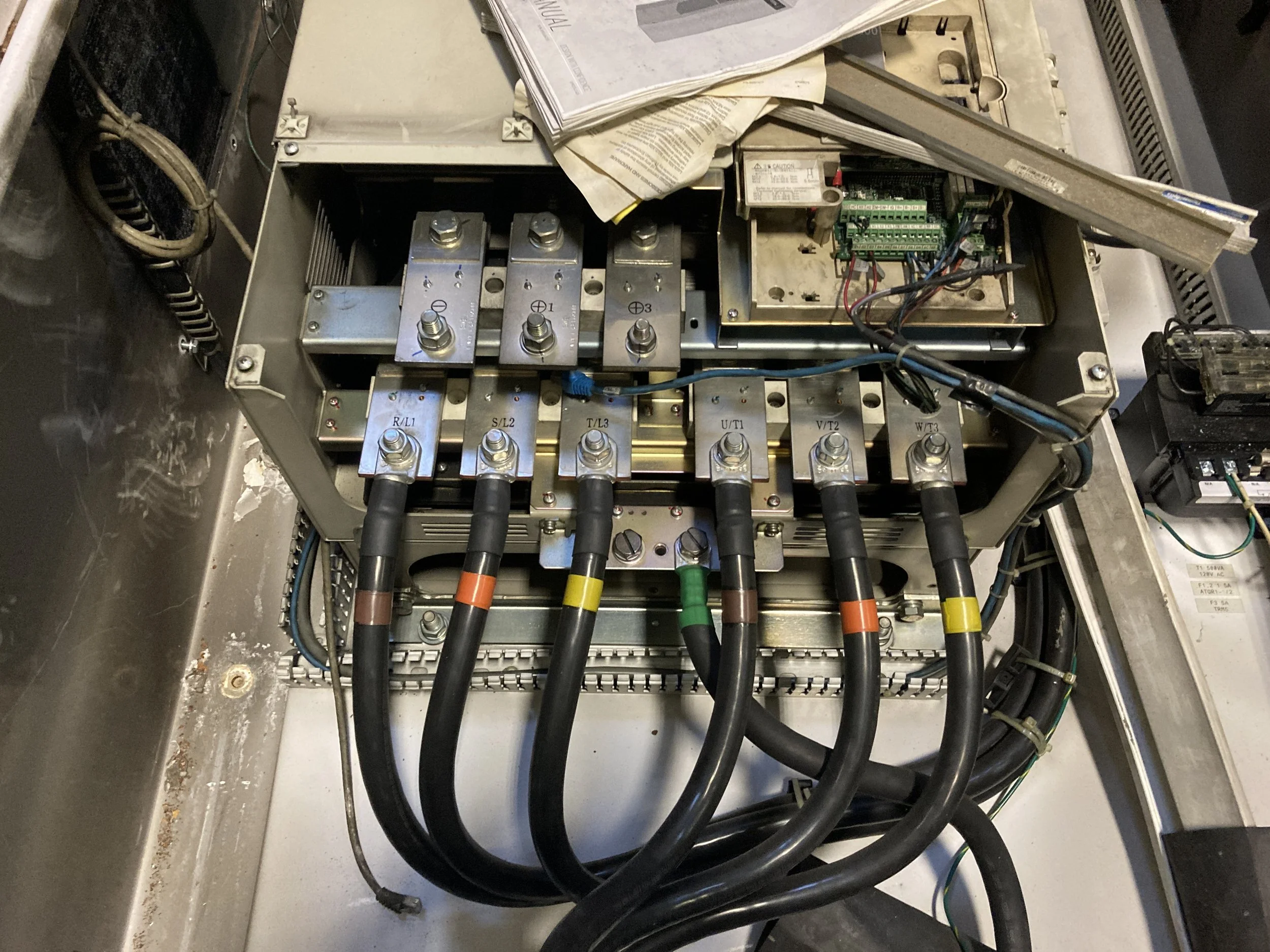
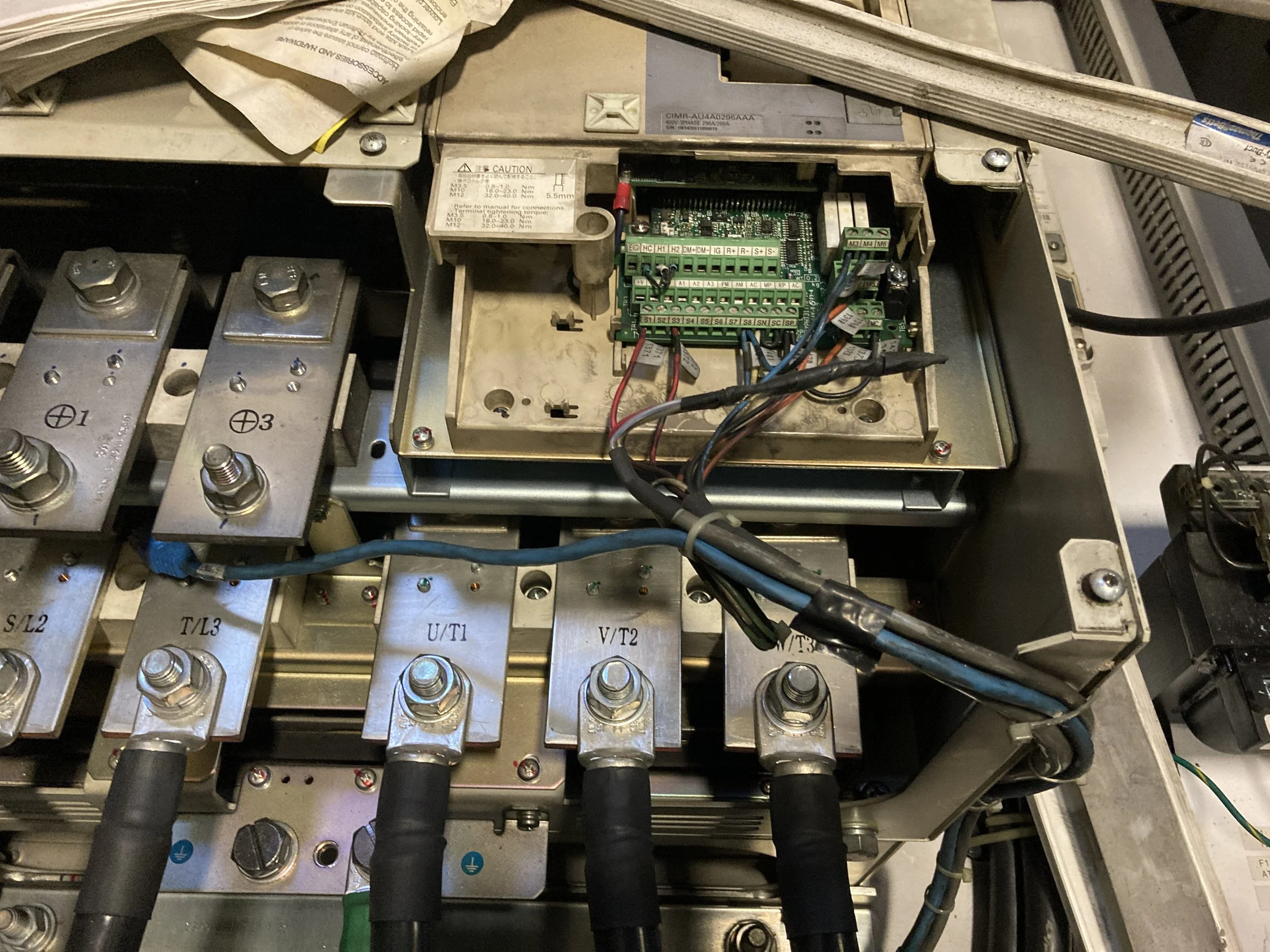
Lets Take a Look at Our System
This water pump controller was replicated from a previous model that had lived underground for over a decade. A stainless steel enclosure replaced the mild steel enclosure. A brand new VFD capable of supporting 480v 3-phase power was installed, along with new componentry to control the water pump system, both locally and remotely over the LAN connection.
After installation, configurations were made on-site to enable control of the enclosure from above-ground. An on-site team was dispatched to troubleshoot issues with startup, and to ensure the client was satisfied with the end result.
Conclusion
Large-scale water pumps are indispensable in the realm of underground mining, ensuring that operations run smoothly, safely, and sustainably. By managing water effectively, these pumps help mitigate risks, enhance productivity, and protect the environment. As mining operations continue to delve deeper and face more challenging conditions, the role of advanced water pump technology will become increasingly vital.